
Autodesk PowerMill 2017中文破解版(附安裝破解教程)
- 軟件授權: 免費軟件
- 軟件類型: 國產軟件
- 軟件語言: 簡體中文
- 更新時間: 2023-09-25
- 軟件評分:
- 軟件大小: 5.24KB
- 應用平臺: WinXP / Win7 / Win8 / Win10





軟件介紹 下載地址
Autodesk Powermill 2020是Autodesk公司發布的一款面向銑削加工的編程CAM數控軟件,專用于加工刀具制造、汽車和航空航天行業中通常用到的復雜形狀,可幫助用戶加工橫型、工模具及其它復雜零件等,并創建高品質3-5軸NC代碼。其使用可為廣泛的銑削策略,包括高效粗加工、高速精加工和 5 軸加工技術,加快刀具路徑創建和后處理計算的速度,提供了減材和增材制造三軸、五軸加工策略,獲取用于制造模具、沖模和其他高度復雜零件的工具,可以幫助用戶更輕松地進行三軸和五軸數控編程、仿真和驗證,從而幫助制造商可以更好地發揮他們的減材、增材和混合加工機床的效能。
軟件介紹
powermill軟件為英國Delcam 公司研發, 是一款功能強大的CAM編程軟件,它是 Delcam 的旗艦多軸加工產品。PowerMILL 軟件可以很好的與ug、catia、creo等CAD軟件通過 IGES、STEP、VDA、STL 和多種不同的專用數據接口直進行數據交換使用!powermill具有易學易用,可快速、準確地最大限度發揮 CNC 數控機床生產效率的、無過切的粗加工和精加工刀具路徑,確保生產出高質量的零件和模具。
激活步驟
1、下載Autodesk PowerMill 2017破解版;
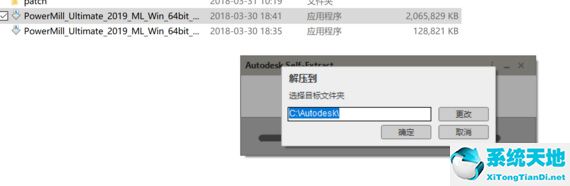
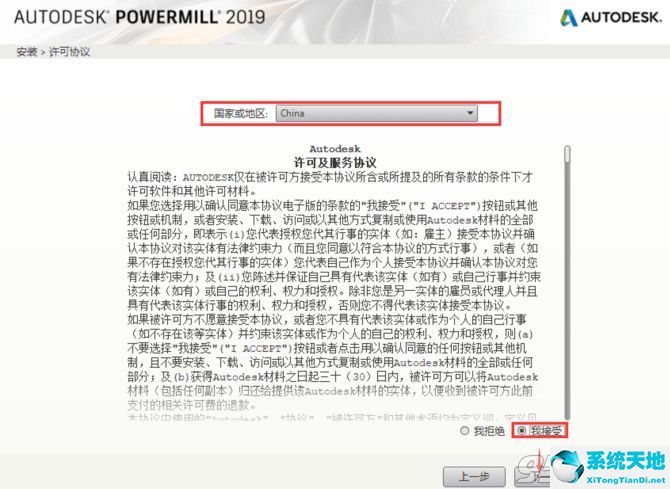
2、雙擊exe安裝程序運行,選擇中文簡體,再點擊安裝;

3、接受許可證協議;
4、選擇需要安裝的powermill2019組件;

5、軟件正在安裝中,請耐心等待一會兒;

6、成功安裝,點擊完成;

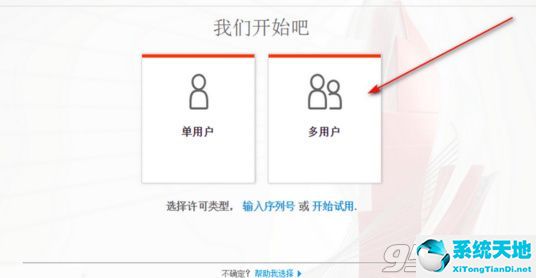
6、接下來對AutoCAD powermill Ultimate 2019進行破解操作,方法和破解cad2019相同,點擊桌面快捷方式powermill2019,啟動軟件后,彈出我們開始吧,選擇許可類型:選擇多用戶
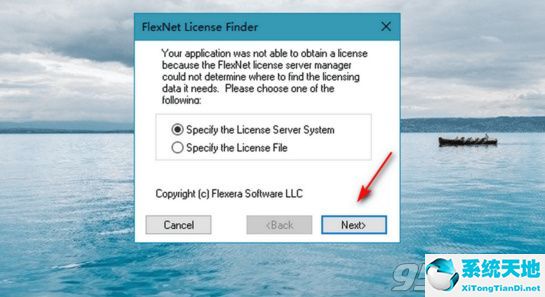
-> 指定許可服務器類型:單一許可服務器 -> 服務器名稱輸入127.0.0.1;

彈出FlexNET許可證查找框->點擊Next->輸入你計算機用戶名(系統屬性里可在查看);

忽略所有關于網絡許可不可用的錯誤警告提示,單擊關閉軟件自動退出!
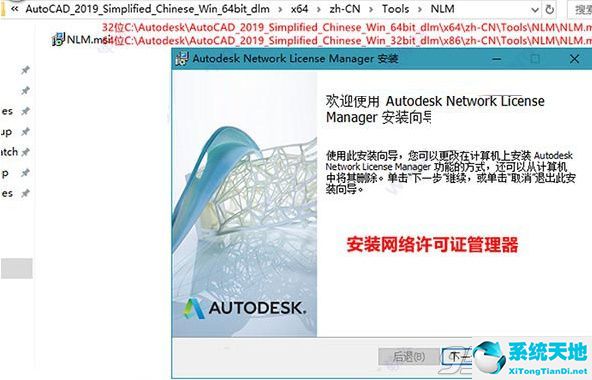
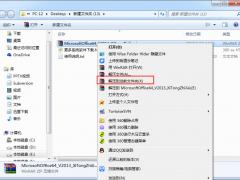
7、安裝網絡許可證管理器,打開NLM.msi安裝包路徑見下面:// 重要步驟
32位C:AutodeskAutoCAD_2019_Simplified_Chinese_Win_64bit_dlmx64zh-CNToolsNLMNLM.msi
64位C:AutodeskAutoCAD_2019_Simplified_Chinese_Win_32bit_dlmx86zh-CNToolsNLMNLM.msi
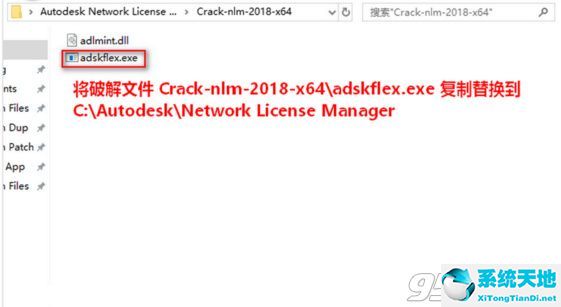
32位 將破解文件 Crack-nlm-2018-x86adskflex.exe 復制替換到 C:AutodeskNetwork License Manager
64位 將破解文件 Crack-nlm-2018-x64adskflex.exe 復制替換到 C:AutodeskNetwork License Manager
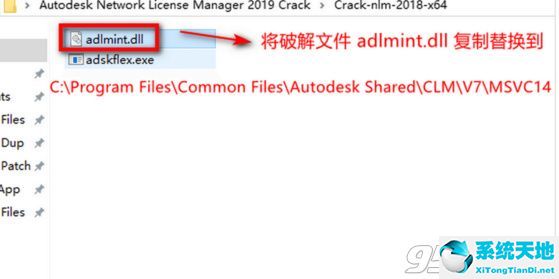
將破解文件 adlmint.dll 復制替換到 C:Program FilesCommon FilesAutodesk SharedCLMV7MSVC14
注意:如果提示許可證錯誤,請檢查已經安裝的Autodesk 應用程序安裝目錄里有沒 adlmint.dll 這個模塊。如沒有就復制進去!
例如Sim Studio Tools 2016 R3,您還須將這個破解文件復制替換到 C:Program FilesAutodeskSimStudio Tools 2016
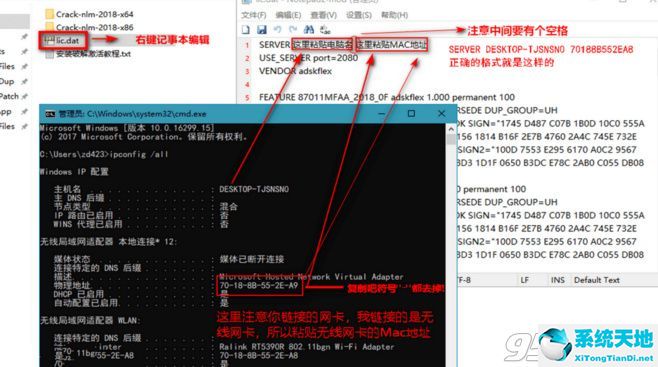
8、右鍵記事本編輯破解許可證文件 lic.dat 里面填上您的計算機名和MAC地址;
在桌面或開始菜單找到 LMTOOLS Utility 啟動,點擊System Settings里查看;或者命令提示符cmd里輸入ipconfig /all 查看;
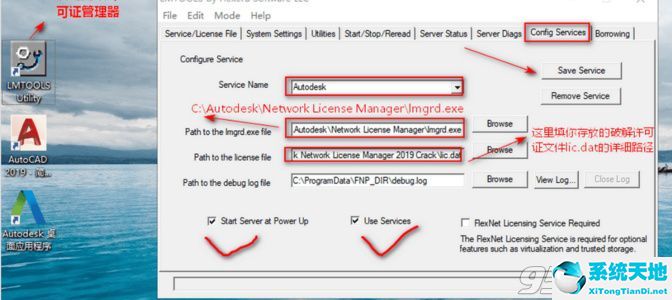
9、啟動網絡許可證管理器 LMTOOLS Utility ,點擊Config Service標簽,添加服務:
Service Name:Autodesk
Path to the lmgrd.exe file:C:AutodeskNetwork License Managerlmgrd.exe
Path to the license file:D:lic.dat //這里填你存放的破解許可證文件lic.dat的詳細路徑;
-勾選User Services 和 Start Servic at Power UP,然后點Save Service,是否添加點是;
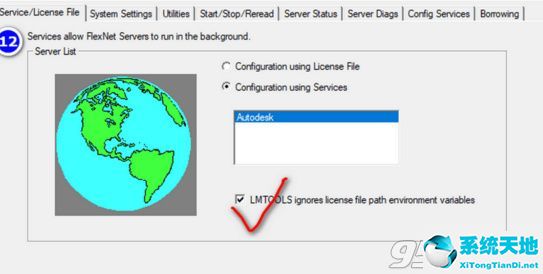
-點擊Service/License File標簽,打鉤LMTOOLS ignores license file path environment variables;
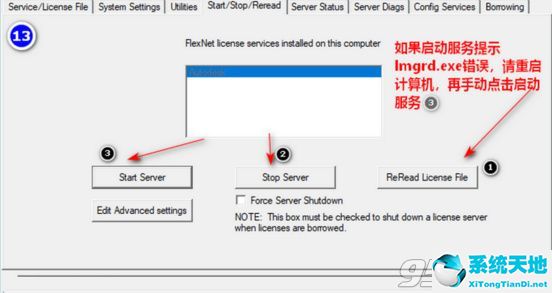
-點擊Start/Stop/Rerad標簽,點擊ReRead License File;
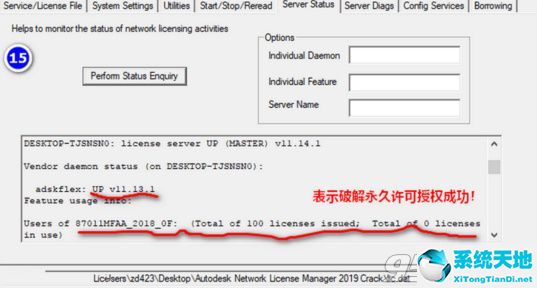
-點擊Server Status標簽,點擊Perform Status Enquiry;
信息結果框如有這句表示成功: adskflex: UP v11.13.1
如有這句則表示功能已經激活:Users of 87011MFAA_2018_0F:
10、完成破解激活,現在啟動軟件,又彈出我們開始吧,選擇許可類型:
選擇多用戶 -> 指定許可服務器類型:單一許可服務器 -> 服務器名稱輸入127.0.0.1
再次啟動就是永久許可授權,終于搞定。

注:如果添加的Autodesk服務啟動提示lmgrd.exe錯誤,請重啟計算機手動啟動,
桌面網絡許可證管理器LMTOOLS Utility -> Start/Stop/Rerad -> Start Servce
或者右鍵此電腦->管理->服務和應用程序->服務->Autodesk-啟動。
powermill四軸編程教程
四軸旋轉加工這種精加工方法最適合于加工圓柱體形狀形體。旋轉銑削過程中,工件繞 X 軸旋轉而刀具沿 Y 軸和 Z 軸做直線移動。
· 在精加工表格中選取旋轉選項。

表格中的主要選項綜述如下:
X 軸極限尺寸
X 軸極限尺寸定義沿旋轉軸 X 軸的精加工路徑的絕對界限,可通過手動輸入或是點取按毛坯限界重設按鈕自動設置。
模式
此部分用于定義旋轉切削的切削方法,方法選項中有三種選項,它們分別是:圓形、直線和螺旋。
方向
方向選項決定銑削過程中的銑削方向,它們可分別設置為:順銑、逆銑和任意。
行距
當方法選項為圓形和螺旋時,行距由節距定義。選取圓形方法時,節距是刀具路徑間沿 X 軸的行距; 選取螺旋方法時,節距是工件每旋轉一圈沿 X 軸的移動距離 。選取 直線方法時,節距是刀具路徑間的角度行距。
Y 軸偏置
可指定 Y 軸偏置距離,以避免使用刀尖切削。下圖的查看方向是沿 X 軸方向查看,通過從此圖可清楚地看到偏置后的刀具如何靠近圓柱外部。

角度界限
表格中的角度界限域僅當方法選項為圓形和直線時有效。角度界限定義加工開始和結束的角度位置。
角度限界以沿X軸正向向下查看時的逆時針方向測量。 將加工開始角和結束角之間的區域。
PowerMILL 應用
PowerMILL 被廣泛地應用于航空航天、汽車、船舶、家用電器、輕工產品和模具制造、快速原型、制鞋等行業。一汽集團、東風汽車集團、上海大眾、哈飛集團、格力電器等這些中國頂級企業;Boeing(波音)、 Pratt & Whitney(普惠)、Toyota(豐田)、GM(通用)、Ford(福特)、Volkswagen(大眾)、Mercedes Benz(奔馳)、Matsushita(松下)、Canon( 佳能)、Nike 等這些世界著名企業都選用 Delcam PowerMILL 作為他們的主要產品和模具加工軟件。
無論您面臨什么樣的加工的挑戰,Delcam PowerMILL 都可為您提供一個全新的方法來解決您的加工難題。Delcam PowerMILL 包含了您所需要的一切來提高生產力,改善產品質量,縮短交貨時間,提高利潤。
Autodesk PowerMill 2017中文破解版軟件功能
1、車削
Autodesk PowerMill 2017 現在提供了車削功能,用戶可使用的車削功能包括:
供不同應用使用的多車刀和刀片
為面加工、輪廓加工、鏜孔加工和槽加工專門設計的刀具路徑
可用來產生和編輯車削特征的特征編輯器
調整進給、轉速和刀具路徑連接等
2、改善的2D功能
2D 功能 Autodesk PowerMill的2D功能得到極大的改善,現在您可:
交互探測特征
使用強大且使用簡便的編輯器產生或編輯特征
使用專門的2D刀具路徑編程零件
3、刀具路徑連接
刀具路徑連接 現在具有新的用戶界面,它將以前和全部刀具路徑連接有關的單個視窗有機地組合成一個具有多標簽頁面的視窗,從而方便用戶使用。 現在可操作刀具路徑切入切出和連接,通過增加約束條件,提高效率。 還有一些其它的完善,提供了更多的控制,從而使用戶能全面控制刀具路徑連接。
4、增強的精加工策略
3D偏置、陡峭和淺灘精加工策略在Autodesk PowerMill 2017中也得到完善和提高。
現在可在3D偏置主對話視窗中選取偏置方向。
現在在主陡峭和淺灘對話視窗中,如果選取了平行作為加工樣式,則可增加垂直路徑。 隨后可優化此路徑,使垂直和平行路徑不重疊。
5、完善的筋加工策略
Autodesk PowerMill 2017的筋加工 策略具有更好的算法。通過增加刀具沿側壁和繞曲線的精度,可確保不同高度筋相交時得到更光順的切削運動。
6、新的仿真選項
Autodesk PowerMill 2017提供了仿真刀具路徑或NC程序的 更多選項,包括:
仿真一個點到另一點間的十分之一刀具路徑段
仿真點到點刀具路徑
仿真全部刀具路徑段(快進或切削移動)
如果多刀具路徑均在一個NC程序,可仿真全部NC項目
Autodesk PowerMill 2017中文破解版軟件特色
軟件的使用是相當的簡單,可以快速的提高用戶的操作效率
而且計算的速度和以前的版本進行比較的話,會更加的快速
也支持對數控的編程進行快速的提高
還可刀具的路徑進行快速的優化,讓您的切割效率得到加強
也可對多軸進行加工,可以對企業的技術進行提高
也支持對加工進行模擬,可以的降低試切的成本
可以對加工事故進行快速的排除
ug編程好還是POWermill?
這個主要看你是從事哪個行業的編程、不能說哪個一定很強、每個軟件都是各有千秋、很多人用PM都是說PM好用,有人說CAM好用,還有說CIM好用的、個人認為這只是看行業、看你加工什么類型的模具或產品了、基本上CAM用來做產品比較普及、做橡膠模具也很方便。UG適合用來做中小型精密模具,UG拆電極出電極圖是沒有軟件能替代。PM一般用來做大型模具、PM算刀路非常快、大型模具用UG算刀路算12小時算不好的PM一個小時就可以算好,而且PM編寫電極速度非常快,文件導入自動編程,很方便效率非常高,唯一缺陷就是編刀路要UG軟件配合做輔助面和輪廓線。其實用什么軟件都是差不多,說白了就是看你要從事哪方面發展。
Autodesk PowerMill 2017中文破解版編程教程
在powermill中相鄰的曲面在用曲面精加工策略,編程的時候一次只能選擇一個面編程加工。
怎么樣能把這幾個面在powershape處理一下形成一個輔助面。在powermill中用曲面精加工策略時,一次就能全部選中。

Autodesk PowerMill 2017中文破解版軟件特點
1、系統易學易用,提高CAM系統的使用效率
2、計算速度更快,提高數控編程的工作效率
3、優化刀具路徑,提高加工中心的切削效率
4、支持高速加工,提高貴重設備的使用效率
5、支持多軸加工,提升企業技術的應用水平
6、先進加工模擬,降低加工中心的試切成本
7、無過切與碰撞,排除加工事故的費用損失
Autodesk PowerMill 2017中文破解版使用技巧
一、粗加工
PowerMILL以其獨特、高效的區域清除方法而領導區域清除加工潮流。這種加工方法的基本特點是盡可能地保證刀具負荷的穩定,盡量減少切削方向的突然變化。PowerMILL中所使用的粗加工策略為三維區域清除加工策略,包括偏置區域清除模型、平行區域清除模型、輪廓區域清除模型3種方式。其中用得最多的是偏置區域清除模型加工。 粗加工采用偏置加工策略,并在刀具半徑的尖角處采用圓角光順處理。PowerMILL 的"賽車線加工"可減少任何切削方向的突然轉向,生成的刀具路徑非常光順,這樣就**減少切削速度的突然變化,保持均勻的加速度,同時最大程度減少刀具磨損和機床主軸的切削壓力,符合了高速加工的需求。
輪廓區域清除模型,它只清除模型中型腔或型心的輪廓。平行區域清除模型是效率最高的一種,適合大刀具大范圍形狀不太復雜的模型。偏置區域清除模型是安全系數最高的方式;抬刀次數較少,自動進行圓滑過渡;適合小刀快走的高速加工。
為得到合理的刀具路徑,應注意以下幾點:
1.毛坯設定
在PowerMILL中,毛坯擴展值的設定很重要。如果該值設得過大將增大程序的計算量,**增加編程的時間,如果設得過小,程序將以毛坯的大小為極限進行計算,這樣很有可能有的型面加工不到位,所以,毛坯擴展的設定一般要稍大于加工刀具的半徑,同時還要考慮它的加工余量。擴展值應等于加工刀具的半徑加上加工余量,再加上2~5mm
粗加工中毛坯的定義有三種方法:
(1)粗加工過程是從一實體材料矩形塊開始,采用“最小限/最大限”來定義毛坯,根據加工要求,來確定毛坯是否進行擴展。粗加工中特別要注意設定毛坯在X、Y、Z三方向的尺寸,據工件的加工要求以“切削路徑的刀具中心線不離開毛坯界限”作為原則來決定毛坯的設置。
(2)加工模具上平面已經磨削,無需加工,只需加工型腔,可采用已選曲面和所選刀具進行邊界計算,利用已定義邊界計算毛坯,也可以此模具型腔輪廓產生二維圖形,保存為DUCT文件格式的圖形文件,后綴名為pic.生成毛坯。
(3)模具毛坯已鑄出形狀,此時定義毛坯采用保存的三角模型文件來生成毛坯。三角形模型文件的后綴名為dmt
2.行距的確定
通常情況下,采用三維區域清除策略,行距可設置得大一點;采用精加工策略,行距應該設置得小一點。采用端銑刀,行距應稍微小于端銑刀直徑;采用刀尖圓角端銑刀,行距應小于刀具直徑減去兩個刀尖半徑值;采用球頭刀,則行距應設置得小一點。根據粗加工的特點,對高速加工在切削用量選擇上的原則應是 “淺切深、快進給”。對刀具的要求,根據模型形狀和尺寸綜合考慮,應盡可能選用大直徑的刀具
3.快進高度的設定
快進高度包括兩項:安全高度和開始高度。安全高度一般要在PowerMILL計算出來的值的基礎上,再加上100mm左右。開始高度的值最好不要與安全高度一樣,一般將它設為比安全高度小10mm。這樣的設定是為了在NC程序輸出中增加一個Z值,有利于數控加工的安全性
4.開始點的設定
開始點的值一般與安全高度的值相同
5.切入切出和連接方式的設定
切入切出和連接方式要根據不同情況,進行不同的設定。例如,荒銑加工(層切)切入要采用斜向下刀或外部進刀,高速加工時切入切出采用圓弧連接,而輪廓加工則要采用水平圓弧進退刀等
6.刀具的設定
刀具的設定可根據加工車間**慣進行。工件太高時,應分層用不同長度的刀加工。在設定刀具時,最好將刀具名稱設為與刀具大小相同,如直徑50mm、半徑25mm的球頭刀,可將它命名為D50R25。這樣的命名方式有利于編程時對刀具的選用和檢查
二、殘留加工
殘留刀具路徑將切除前一大刀具未能加工到而留下的區域,小刀具將僅加工剩余區域,這樣可減少切削時間。 PowerMILL在殘留初加工中引入了殘留模型的概念。使用新的殘留模型方法進行殘留初加工可極大地加快計算速度,提高加工精度,確保每把刀具能進行最高效率切削。這種方法尤其適合于需使用多把尺寸逐漸減小的刀具進行切削的零件。某些情況下,一次粗加工之后毛坯的殘留材料過多,必須進行第二次甚至第三次粗加工。由于粗加工刀具路徑的生成默認參考模型毛坯,若第二次粗加工仍然由毛坯生成刀具路徑,則此刀具路徑中無效的切削路徑將占很大比例,這樣將延長加工時間,降低加工效率,增加加工成本
Powermill為此提供了殘留加工的方法。殘留加工的主要目的是保證精加工時余量均勻。最常用的方法是先算出殘留材料的邊界輪廓(參考刀具未加工區域的三維輪廓),然后選用較小的刀具來僅加工這些三維輪廓區域,而不用重新加工整個模型。一般用等高精加工方法,加工殘留材料區域內部。為得到合理的刀具路徑,應注意以下幾點:
1.計算殘留邊界時所用的余量,應跟粗加工所留的余量一致
2.殘留加工記住,假如粗刀加工在Z-10,換小號的刀具的時候從Z-10下繼續開粗,記得要先把Z-10上面的死角先用小號的刀清完,才可以繼續從Z-10加工,以此類推,換更小的刀,知道二次開粗完成
3.二次開粗的時候記得如果后面的刀具的直徑超過上把刀具的半徑的時候,才是絕對安全的
4.用殘留邊界等高加工中的凹面時,應把“型腔加工”取消掉。否則,刀具單側切削時,隨著深度的增加,接觸刀具的材料越多,切削力增大
5.注意切入的方法。等高加工封閉區域的型腔時,一般選用斜向切入,而對于上部開放部分,則采用水平圓弧切入。此種路徑是比較合理的。下切適合無封閉型腔的模型斜向 ;預鉆孔無法從毛胚外下刀時,用此選項
6.在二次開粗各光平面的過程中,有的刀路切入路徑都很長, 切入切出各連接里面,增量距離改為刀具路徑點就好了
三、精加工
PowerMILL提供了多種高速精加工策略,如三維偏置、等高精加工和最佳等高精加工、螺旋等高精加工等策略。這些策略可保證切削過程光順、穩定,確保能快速切除工件上的材料,得到高精度、光滑的切削表面。 精加工時通常先算出淺灘邊界,然后用等高精加工邊界外部,再平行精加工邊界內部。但對于平面的精加工,常采用偏置區域清除加工。
精加工采用PowerMILL的平行加工,同時采用修圓選項。使用平行加工策略加工陡峭面時,由于刀具路徑方向的突然變化,刀具的負荷會突然增加,同時進給率**降低,從而延長加工時間,采用PowerMILL平行加工的修圓選項后,PowerMILL能自動讓刀具路徑在陡峭尖角處圓弧過渡,可使刀具在最低磨損的情況下進行高速加工。為保證模具加工質量應注意以下幾點:
1.精加工余量必須均勻,一般徑向留余量0.15~0.3mm,軸向留余量0.05~0.15mm。
2.當采用偏置區域清除精加工平面時,毛坯的Z向最小值應該等于該平面的Z值,否則平面加工后高度方向尺寸誤差較大。
3.當等高精加工時當刀具起刀點位置比較亂時,可以使用編輯中的移動開始點的方法來改正。
4.為保證在淺灘邊界處平行和等高兩種走刀路徑接刀良好,在許可的情況下一般在平行走刀時把淺灘邊界向外三維偏移2mm左右。
5.等高精加工側面時常選用球頭刀加工,這必然導致工件底部不清角。當選用軟件中的幾種清角加工所產生的刀路不是很合理的情況下,也常用等高加工通過裁剪功能去掉多余的路徑的方法來代替。此時,應該檢查等高加加工工后Z向深度是否到位,若不然應該再加工一刀,把這一刀的路徑拉到先前的等高加工路徑里,這里應把切入切出連接一下。
6.用等高加工側面時,從上一層往下層下刀時,切入切出用“水平圓弧”是對的,連接卻沒有改,還是“相對、掠過”之類的,每次下刀都要提到安全高度再下切一個Z深度步距。不但提刀多,而且影響加工效率。其實用一個“直線、圓弧、在曲面上”之類的連接就可以不提刀了。“切入是水平圓弧,切出也是水平圓弧,半徑最好定3毫米,角度90,延伸選加框或者直線,長度為5毫米,連接定義下切步距,其余的全部選擇掠過。”這樣刀具就可以外部下刀,不但安全,而且圓滑光順,最主要的是沒有空刀。
7.光整加工,記住用如果用R4的刀光,就先用比它直徑小一號的刀先清了角落,比如用直徑6的最合理,這樣R4的刀在角落就沒有切到殘料,很安全.
8.光刀的時候如果允許分淺的地方和陡峭的地方,淺的地方走水平加工,陡峭的地方走等Z軸加工.如果做不到就全部走平行加工或等高加工.之后局部刀具間隙大的地方補一快刀路.
9.光底的時候注意避開側壁撞刀桿,光側的時候清了底部.
10.平面應用平底刀加工,少用球刀加工,以減少加工時間。
11.合理設置公差,以平衡加工精度和電腦計算時間。開粗時,公差設為余量 的1/5,光刀時,公差設為0.01。
Autodesk PowerMill 2017中文破解版快捷鍵方式
一、常用快捷鍵:
TRL Numlock Keypad 0 - 9 不同方向的查看
CTRL O 開啟專案
CTRL R 更新顯示
CTRL S 儲存專案
CTRL A另存專案
CTRL D 刪除已選圖素
ALT V 顯示檢視工具列開關
CTRL I插入專案
CTRL P列印
CTRL H 顯示十字游標開關
CTRL T顯示刀具開關
F1 說明
F2 顯示線架構開關
F3 顯示著色開關
F6 放大全視窗
ESC 取消命令
按多次 ESC 暫停
二、操作快捷鍵
1、按住ALT SHIFT keys并配合鼠標左,中或右鍵在屏幕上上下移動鼠標,可以依次由X,Y或Z方向旋轉模型
2、按住CTRL SHIFT配合鼠標框選可反向選擇對象(EG:先選中不想要的模型面,再按照前面所說的方式,可反向選擇你想選中的面



















 蘇公網安備32032202000432
蘇公網安備32032202000432